カーボンファイバーは、マーケティングキャンペーンではなく、真に必要とされた工学的要求を背景に時計製造へと導入されました。高い強度と軽量性という相反する要件を同時に満たすケースを実現するという長年の課題に対して、カーボンファイバー複合材がその解決策として登場しました。密度の数値が明確に物語っています。カーボンファイバー複合材の密度は1.7~1.9 g/cm³であるのに対し、チタンは約5 g/cm³、ステンレス鋼は8 g/cm³、金は19 g/cm³です。
カーボンファイバー製ケースは、同等のチタン製ケースの重量の半分以下でありながら、最適化されたレイアップでは引張強度が5,000 MPaを超えることもある。参考までに、高品位チタン合金の引張強度は通常約900 MPaが上限である。この性能差——すなわち、チタンの約5倍の強度対重量比——こそが、スポーツや航空機をテーマとした時計デザインにおいて、この素材が採用される理由である。
カーボンファイバー製時計ケースは、塊状の素材から切削加工されるものではない。代わりに、精密金型内で層ごとに積み重ねて構築される。この工程では、ファイバーの配向、樹脂の分布、硬化条件など、あらゆるパラメーターを厳密に制御する必要がある。
この工程は、エポキシ樹脂を事前に含浸させたカーボンファイバーシート(単方向テープまたは編み地)から始まります。これらのプレプレグシートは、特定の繊維配向で切断され、金型キャビティ内に積層されます。繊維の方向が最も重要な変数です。例えば、ラグ部における曲げ荷重に対する耐性が求められるケースでは、その特定の引張ベクトルを効果的に受け止めるよう、繊維を配向させる必要があります。
積層が完了すると、金型を閉じ、油圧プレスへと移動させます。標準的なエポキシ系樹脂は、80°C~140°Cの温度範囲で硬化します。加圧工程において、各製造プロセスは大きく異なります。従来の成形法では、およそ2トンの圧力を適用しますが、高品質を追求するメーカーでは、これよりもはるかに大きな圧力を適用します。
硬化後、粗加工されたケースの素形材が金型から取り出され、仕上げ工程へと進みます。この段階で、技術的な課題が急激に増大します。
機械加工のパラドックスです 極度の硬さ,高強度重量比,化学的惰性も 普通のCNCツールで切ったり 掘ったり 仕上げたりするのは 非常に困難です
カーボンファイバーをCNCで磨くには 緩やかなフィード速度と 磨材に最適化された スピンドル速度が高くなります ツール磨きが加速する: 316L鋼で200時間耐えるカービッド末端磨き機は,炭素繊維磨き40時間後に交換する必要がある場合があります. 切断パラメータは正確に校正する必要があります.過度の入口速度は切断の入口と出口点で脱層を引き起こす.十分な冷却ができない場合,樹脂が軟化して繊維が引き出されます.
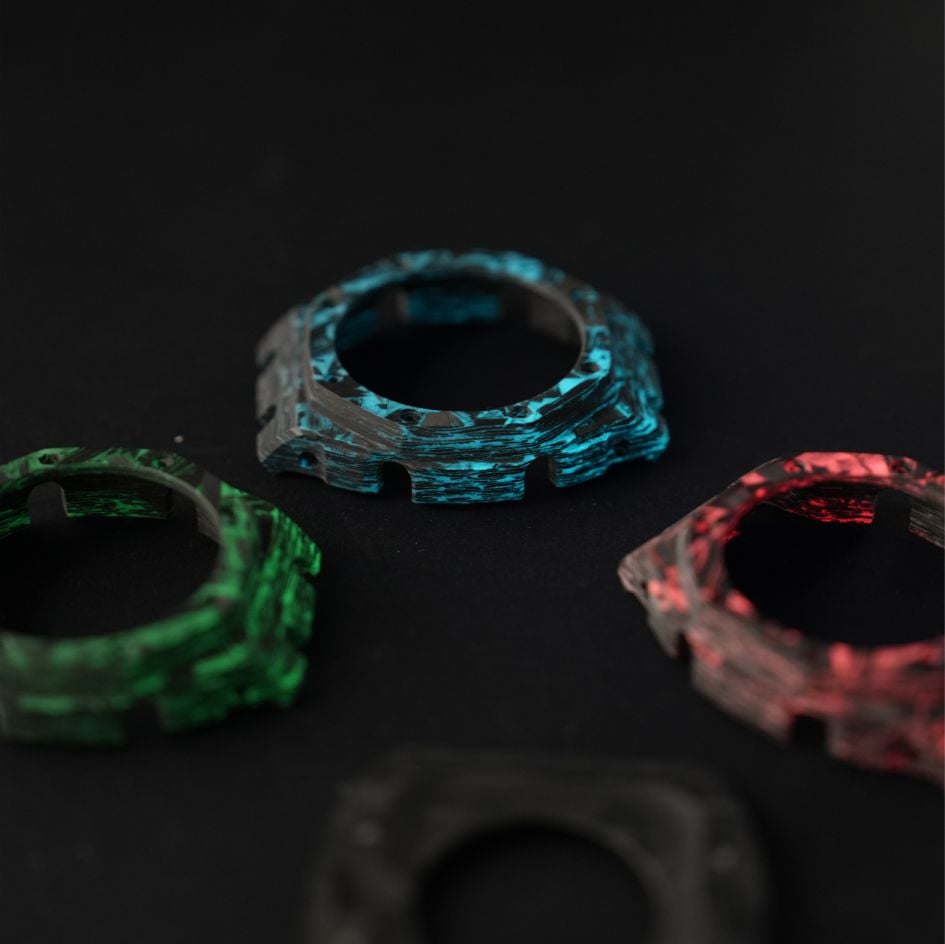
仕上げ工程における課題は、機械加工にとどまりません。繊維の配向によって表面の光の反射具合に自然なばらつきが生じるため、均一な表面テクスチャを実現するのは実際には非常に困難です。一部のブランドでは、このランダム性を意匠的特徴として積極的に採用しており、ケースごとに視覚的にユニークな外観が生まれます。他方、別のブランドでは、後硬化処理後の表面コーティングや選択的ポリッシングなど、多大な工学的 effort をかけてこのばらつきを制御しています。
2024年、珠江デルタにあるメーカーが、欧州のマイクロブランド向けにカーボンファイバー製ケースの開発プロジェクトを受注しました。設計仕様では、直径42mmのクッション型ケースで、一体化されたラグと100メートルの耐水性能(10 ATM相当)が要求されていました。初期の成形試作では、外観検査は合格したものの、圧力試験で5 ATMで失敗し、目標の10 ATMを大きく下回りました。
根本原因分析の結果、樹脂マトリックス内に存在するマイクロボイドが故障メカニズムであることが特定された。これらの微小な空気 pockets は、レイアップ工程中に形成され、静水圧下におけるケースの構造的完全性を損なっていた。この問題を解決するには、金型内のベント通路を再設計して圧縮時に閉じ込められた空気が逃げられるようにすることと、樹脂の粘度を調整して流動特性を改善することが必要であった。
この対策により開発期間が3週間延長されたが、一回目合格率は62%から94%へと向上した。この事例は、 カーボンファイバー製ケースの生産において求められる工程の精緻化のレベルを示している。 —この素材は体系的なエンジニアリングを rewarded し、急ごしらえの金型設計判断を厳しく罰する。
カーボンファイバー製ケースは、金属製ケースと同様の認証要件を満たす必要がある。耐水性試験はISO 22810:2010規格に従って実施される。耐衝撃性は、業界で認められたプロトコルに基づく落下試験および衝撃シミュレーションによって検証される。
その違いは、試験手法にあります。カーボンファイバーは、動的荷重下では金属とは異なる挙動を示します。つまり、塑性変形ではなく、微小亀裂や層間剥離によって衝撃エネルギーを吸収するのです。このため、メーカーは、目視による変形だけでなく、内部構造の劣化を監視する独自の試験プロトコルを導入する必要があります。圧力サイクル中に発生する微小破壊の特徴的な音を検出する音響エミッション試験は、認定済みカーボンファイバー製ケース工場において標準的な評価ツールとなっています。
カーボンファイバー製ケースは、絶対的な局所衝撃耐性よりも軽量化が優先される用途に最適です。スポーツウォッチ、航空機をモチーフとしたモデル、および着け心地を最大の価値として掲げるデザインなどは、カーボン素材の低密度という特性から直接恩恵を受けます。
しかし、カーボンファイバーは万能な解決策ではありません。繰り返しの強い衝撃にさらされるケース——たとえば、水中活動中に岩場などに接触する可能性のあるダイバーズウォッチ——には、チタンやステンレス鋼の方が適しています。カーボンファイバーは、点的な衝撃に対して亀裂が生じやすくなる一方で、金属は通常そのような状況ではそうなりません。これは、カーボンファイバーが繊維軸方向に極めて優れた強度を有するものの、その強度が等方的(全方向に均一)ではないためです。
カーボンファイバーを採用することを検討するブランドは、従来の素材と比較して製造コストが高くなり、開発期間が長くなる点も考慮しなければなりません。その代償として得られるのは、単なる外観だけでなく、実際に触感や機械的性能においても明確に差別化されたケースです。
Q:カーボンファイバー製ケースメーカーにとって、最も重要な品質指標は何ですか?
A:水圧試験における一回目合格率。10 ATMで継続的に90%以上の初回合格率を達成できる設備は、ファイバーの配向、樹脂の分布、および硬化条件に対する制御が確立されていることを示します。継続的に合格率が低い場合は、マイクロボイド(微小空孔)の発生や成形時の加圧不足が疑われます。
Q:カーボンファイバーケースにひび割れが生じた場合、修理は可能ですか?
A:金属ケースとは異なり、カーボンファイバーケースは溶接も充填修理もできません。構造的なひび割れが生じた場合は、ケース全体の交換が必要です。表面のキズについては、場合によっては研磨による処置が可能です。しかし、剥離の可視化や貫通ひび割れなど、構造的信頼性に影響を及ぼす損傷は、一切修理できません。これはアフターサービスを提供するブランドにとって極めて重要な検討事項です。
Q:カーボンファイバーケースのコストはチタンと比べてどうですか?
A:カーボンファイバー製ケースは、通常、同程度の形状を持つチタニウム製ケースと比較して30~60%ほど高価です。これは主に、金型の複雑さが高く、成形サイクル時間が長く、仕上げ工程に専用のCNCプログラミングおよび工具が必要なためです。大量生産ではコスト差は縮まりますが、完全に解消されることはほとんどありません。
 最新ニュース
最新ニュース宝瑞華(東莞)精密技術有限公司は、OEMおよびODM対応の高精度時計部品(ケース、文字盤、ブレスレット、バックルなど)を専門とする時計メーカーです。当社は、安定した生産体制、厳格な品質管理、そしてグローバルな時計ブランド向けの確実な供給を実現しています。ご要望のプロジェクトについて、ぜひお気軽にお問い合わせください。
著作権 © 2025 宝瑞華(東莞)精密科技有限公司 プライバシーポリシー





