Kolfiber introducerades i urtillverkning genom ett verkligt ingenjörsmässigt krav, inte en marknadsföringskampanj. Den beständiga utmaningen att skapa en låda som samtidigt är höggradigt hållfast och lättviktig löses med kolfiberkompositer. Densitetsmätningar berättar direkt historien: kolfiberkompositer ligger mellan 1,7 och 1,9 g/cm³, jämfört med titan vid ca 5 g/cm³, stål vid 8 g/cm³ och guld vid 19 g/cm³.
Ett kolfiberfodral väger mindre än hälften av ett motsvarande titanfodral, samtidigt som det ger draghållfasthet som kan överstiga 5 000 MPa vid optimerade lageruppbyggnader. För jämförelse når högkvalitativa titanlegeringar vanligtvis maximalt cirka 900 MPa. Denna prestandaskilnad – en hållfasthet-till-vikt-ratio som är ungefär fem gånger så hög som för titan – är vad som driver materialets användning i urdesigner med sport- och luftfartsinspirerat utseende.
Kolfiberurfodral tillverkas inte genom fräsning från massiva block. De byggs istället lager för lager inuti precisionsverktyg, en process som kräver noggrann kontroll av fiberriktning, harpiksfördelning och härdningsparametrar.
Processen börjar med kolfiberplattor – antingen envärd band eller vävd tyg – som är förimpregnerade med epoxihartsubstans. Dessa förimpregnerade plattor skärs till och läggs i en formhåla med specifika fiberriktningar. Fiberriktningen är den avgörande variabeln: ett skal som kräver motstånd mot böjningsbelastningar vid fästpunkterna behöver fibrer som är justerade för att bära dessa specifika dragvektorer.
När lagerläggningen är slutförd stängs formen och överförs till en hydraulisk press. Standardepoxy-system härdar vid temperaturer mellan 80 °C och 140 °C. Trycktillämpningen är där processerna skiljer sig åt avsevärt. Vid konventionell formsprutning tillämpas vanligtvis ca 2 ton tryck. Premiumtillverkare tillämpar betydligt mer.
Efter härdning tas det grova skalblanket ut och går vidare till slutförandet. Det är här som ingenjörssvårigheterna multipliceras.
Kolfiber utgör en bearbetningsparadox. Samma egenskaper som gör den önskvärd – extrem hårdhet, högt styrka-till-vikt-förhållande och kemisk tröghet – gör den också exceptionellt svår att skära, borra och slutfinera med konventionell CNC-verktygsutrustning.
CNC-fräsning av kolfiber kräver långsammare fördfrättningshastigheter och högre spindelhastigheter anpassade för abrasiva material. Verktygsnötning ökar: karbidfräsar som håller i 200 timmar vid fräsning av 316L-stål kan behöva bytas ut efter endast 40 timmars fräsning av kolfiber. Skärparametrar måste kalibreras exakt – för höga fördfrättningshastigheter orsakar delaminering vid in- och utgångspunkterna för snitten; otillräcklig kyling leder till mjukning av hårda och utdragning av fibrer.
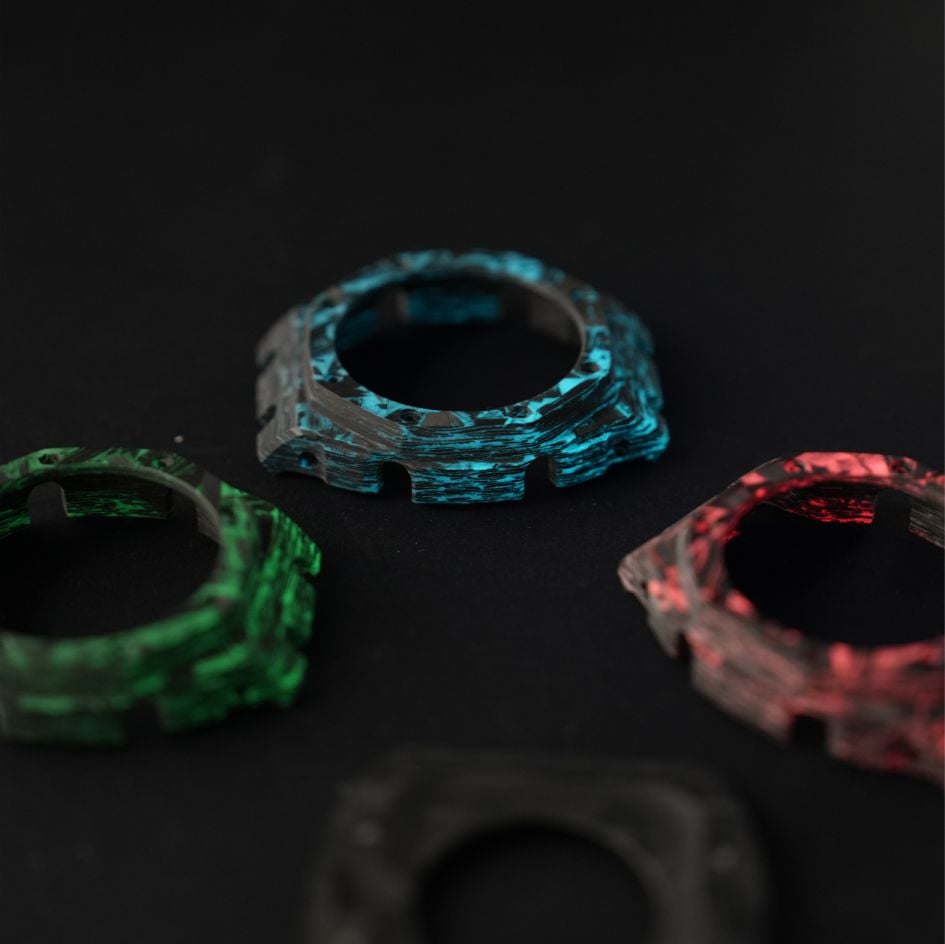
Utmaningarna med avslutningen går utöver bearbetningen. Att uppnå en konsekvent ytextur är verkligen svårt eftersom fiberorienteringen skapar naturliga variationer i hur ytan reflekterar ljus. Vissa varumärken omfamnar denna slumpmässighet som ett visuellt signum – varje klocka är visuellt unik. Andra lägger ned betydande ingenjörsinsats för att kontrollera den genom ytbeläggningar efter härdning eller selektiv polering.
En tillverkare i Pearl River Delta tog 2024 emot ett projekt för ett kolfiberhölje åt ett europeiskt mikrovarumärke. Designspecifikationen krävde ett 42 mm stort klockhölje med kuddeform och integrerade öron samt en vattentäthet på 100 meter. De första formsprutningsomgångarna resulterade i höljen som klarade den visuella inspektionen men misslyckades vid trycktestet vid 5 ATM – långt under det mål på 10 ATM.
Rotorsaksanalysen identifierade mikro-tomrum i hårthetsmassan som felmekanismen. Dessa mikroskopiska luftfickor, som bildades under läggningsprocessen, påverkade höllets strukturella integritet under hydrostatiskt tryck. För att lösa problemet krävdes två tekniska ingripanden: omformning av ventilsystemet i formen för att tillåta att instängd luft kunde undan komma under komprimering och justering av hårthetsmassans viskositet för att förbättra flödesegenskaperna.
Lösningen lade till tre veckor på utvecklingstiden men höjde första-genomgångsutbytet från 62 % till 94 %. Detta exempel illustrerar den nivå av processförfining som krävs för tillverkning av kolfiberhöljen — materialet belönar systematisk ingenjörskonst och straffar överilade verktygsbeslut.
Kolfiberhöljen omfattas av samma certifieringskrav som metallhöljen. Vattenbeständighetstester följer ISO 22810:2010-standarder. Stötfasthet verifieras genom falltester och stötsimuleringar enligt branschgodkända protokoll.
Skillnaden ligger i provningsmetodiken. Kolfiber beter sig annorlunda än metaller vid dynamisk belastning – den absorberar stötningsenergi genom mikrospaltning och avskiljning snarare än genom plastisk deformation. Detta kräver att tillverkare inför anpassade provningsprotokoll som övervakar intern strukturell försämring snarare än endast synlig deformation. Akustisk emissionsprovning, som lyssnar efter de karakteristiska ljuden från mikrospaltning under tryckcykling, har blivit ett standardverktyg i certifierade kolfiberfabriker.
Kolfiberhöljen är optimalt använda i applikationer där viktminskning prioriteras framför absolut motstånd mot punktbelastning. Sportklockor, luftfartstemaade modeller och design där bärvänlighet är det främsta värdeutlovet drar direkt nytta av kolfibers låga densitet.
Kolfiber är dock inte en universell lösning. Urkast som utsätts för upprepade skarpa stötar – dykarklockor som kan komma i kontakt med klippiga ytor under vattenaktiviteter – passar bättre att tillverka i titan eller stål. Kolfiber kan spricka vid punktstötar på sätt som metaller vanligtvis inte gör, eftersom materialets exceptionella hållfasthet längs fiberaxeln inte översätter sig till isotropisk hållfasthet.
Varumärken som överväger kolfiber måste också ta hänsyn till högre tillverkningskostnader och längre utvecklingstider jämfört med konventionella material. Kompensationen är ett urkast som verkligen skiljer sig åt i känsla och mekanisk prestanda – inte bara i utseende.
Fråga: Vad är den mest kritiska kvalitetsindikatorn för en tillverkare av kolfiberurkast?
A: Utbytet vid första provet vid hydrostatisk trycktestning. En anläggning som konsekvent uppnår ett utbyte på 90 % eller mer vid första provet vid 10 ATM visar kontroll över fibrernas riktning, hartsfördelningen och härdningsparametrarna. Ett konsekvent lågt utbyte indikerar mikro-tomrum eller otillräckligt tryck under formningen.
Q: Kan karbonfiberhöljen reparereras om de får sprickor?
A: Till skillnad från metallhöljen kan karbonfiberhöljen inte svetsas eller fyllas. Strukturella sprickor kräver fullständig utbyte av höljet. Ytliga repor kan ibland poleras, men alla strukturella brister – synlig delaminering eller genomgående sprickor – är oupprettliga. Detta är en grundläggande övervägelse för varumärken som erbjuder kundservice efter försäljning.
Q: Hur jämför sig kostnaden för ett karbonfiberhölje med titan?
A: Kolfiberfodral kostar vanligtvis 30–60 % mer än titanfodral med jämförbar geometri, främst på grund av högre verktygskomplexitet, längre cykeltider och den specialiserade CNC-programmering och verktyg som krävs för slutförandeoperationer. Kostnadsdifferensen minskar vid högre volymer men försvinner sällan helt.
Baoruihua (Dongguan) Precision Technology Co., Ltd. är en tillverkare av exakta klockor som specialiserar sig på OEM- och ODM-klockkomponenter, inklusive hållare, blad, armband och spännen. Vi erbjuder stabil produktion, strikt kvalitetskontroll och pålitlig leverans till globala klockmärken. Kontakta oss för att diskutera ditt projekt.
Building5, nr 459 Xiecao Road, Xiegang town, Dongguan, Guangdong
Copyright © 2025 av Baoruihua (Dongguan) Precision Technology Co., Ltd. Integritetspolicy




 Senaste nyheterna
Senaste nyheterna
