ไฟเบอร์คาร์บอนเข้าสู่กระบวนการผลิตนาฬิกาผ่านความจำเป็นเชิงวิศวกรรมที่แท้จริง ไม่ใช่แคมเปญการตลาด ความท้าทายอันยาวนานในการออกแบบเคสที่มีทั้งความแข็งแรงสูงและน้ำหนักเบาพร้อมกันนั้น ได้รับการแก้ไขด้วยวัสดุคอมโพสิตไฟเบอร์คาร์บอน ค่าความหนาแน่นชี้ให้เห็นอย่างชัดเจน: คอมโพสิตไฟเบอร์คาร์บอนมีค่าความหนาแน่นระหว่าง 1.7 ถึง 1.9 กรัมต่อลูกบาศก์เซนติเมตร เมื่อเทียบกับไทเทเนียมซึ่งมีค่าประมาณ 5 กรัมต่อลูกบาศก์เซนติเมตร เหล็กที่ 8 กรัมต่อลูกบาศก์เซนติเมตร และทองคำที่ 19 กรัมต่อลูกบาศก์เซนติเมตร
เคสที่ทำจากไฟเบอร์คาร์บอนมีน้ำหนักน้อยกว่าครึ่งหนึ่งของเคสไทเทเนียมที่มีขนาดเทียบเท่ากัน ขณะเดียวกันก็ให้ความแข็งแรงดึง (tensile strength) ได้สูงกว่า 5,000 MPa ในการจัดเรียงชั้นวัสดุ (layup) ที่เหมาะสมที่สุด เพื่อเป็นข้อมูลเปรียบเทียบ โลหะผสมไทเทเนียมเกรดสูงมักมีค่าความแข็งแรงดึงสูงสุดอยู่ที่ประมาณ 900 MPa ความแตกต่างด้านสมรรถนะนี้—ซึ่งหมายถึงอัตราส่วนระหว่างความแข็งแรงต่อน้ำหนักที่สูงกว่าไทเทเนียมประมาณห้าเท่า—คือเหตุผลหลักที่ทำให้วัสดุชนิดนี้ได้รับการนำมาใช้ในดีไซน์นาฬิกาที่มีธีมเกี่ยวกับกีฬาและอากาศยาน
เคสนาฬิกาที่ทำจากไฟเบอร์คาร์บอนไม่ได้ถูกกลึงขึ้นจากวัตถุดิบก้อนแข็ง แต่จะถูกประกอบขึ้นทีละชั้นภายในแม่พิมพ์ที่มีความแม่นยำสูง ซึ่งกระบวนการนี้จำเป็นต้องควบคุมอย่างพิถีพิถันทั้งในด้านทิศทางของเส้นใย การกระจายของเรซิน และพารามิเตอร์การบ่ม
กระบวนการเริ่มต้นด้วยแผ่นไฟเบอร์คาร์บอน ซึ่งอาจเป็นเทปแบบทิศทางเดียวหรือผ้าทอ ที่ผ่านการอิมพรีเกรตเรซินอีพอกซีไว้ล่วงหน้าแล้ว แผ่นพรีเพร็กเหล่านี้จะถูกตัดและวางลงในโพรงแม่พิมพ์ตามทิศทางของเส้นใยที่กำหนดไว้โดยเฉพาะ ทิศทางของเส้นใยคือตัวแปรสำคัญที่สุด: กรณีที่ต้องการความต้านทานต่อแรงดัดบริเวณส่วนยึด (lugs) จะต้องจัดแนวเส้นใยให้รับแรงดึงเฉพาะที่เกิดขึ้นนั้น
เมื่อการวางชั้นวัสดุ (layup) เสร็จสมบูรณ์ แม่พิมพ์จะถูกปิดและนำไปยังเครื่องอัดไฮดรอลิก ระบบเรซินอีพอกซีทั่วไปจะแข็งตัวที่อุณหภูมิระหว่าง 80°C ถึง 140°C การใช้แรงดันคือจุดที่กระบวนการแตกต่างกันอย่างมาก โดยการขึ้นรูปแบบทั่วไปมักใช้แรงดันประมาณ 2 ตัน ในขณะที่ผู้ผลิตระดับพรีเมียมจะใช้แรงดันสูงกว่านั้นมาก
หลังจากกระบวนการแข็งตัวเสร็จสิ้น ตัวเปลือกนาฬิกาดิบจะถูกนำออกจากแม่พิมพ์และเข้าสู่ขั้นตอนการตกแต่งขั้นสุดท้าย ซึ่งเป็นจุดที่ความยากลำบากด้านวิศวกรรมเพิ่มขึ้นหลายเท่า
ไฟเบอร์คาร์บอนสร้างความขัดแย้งในการกลึง เนื่องจากคุณสมบัติเดียวกันที่ทำให้วัสดุชนิดนี้มีคุณค่า—ความแข็งสูงมาก อัตราส่วนความแข็งต่อน้ำหนักสูง และความเฉื่อยทางเคมี—ก็เป็นเหตุให้การตัด ข drill และตกแต่งผิวด้วยเครื่องจักรซีเอ็นซีแบบดั้งเดิมนั้นยากอย่างยิ่ง
การกัดด้วยเครื่องจักรซีเอ็นซีสำหรับไฟเบอร์คาร์บอนจำเป็นต้องใช้อัตราการป้อนที่ช้าลง และความเร็วของแกนหมุนที่สูงขึ้นซึ่งปรับแต่งให้เหมาะสมกับวัสดุที่มีคุณสมบัติขัดถูได้ดี การสึกหรอของเครื่องมือเพิ่มขึ้นอย่างรวดเร็ว: ปลายกัดคาร์ไบด์ที่สามารถใช้งานได้นาน 200 ชั่วโมงกับเหล็กกล้าไร้สนิมเกรด 316L อาจต้องเปลี่ยนหลังจากใช้งานกับไฟเบอร์คาร์บอนเพียง 40 ชั่วโมงเท่านั้น พารามิเตอร์การตัดต้องปรับแต่งอย่างแม่นยำ—หากอัตราการป้อนสูงเกินไป จะทำให้เกิดการแยกชั้น (delamination) บริเวณจุดเริ่มต้นและจุดสิ้นสุดของการตัด; หากไม่มีการระบายความร้อนที่เพียงพอ จะทำให้เรซินอ่อนตัวและเส้นใยหลุดออก
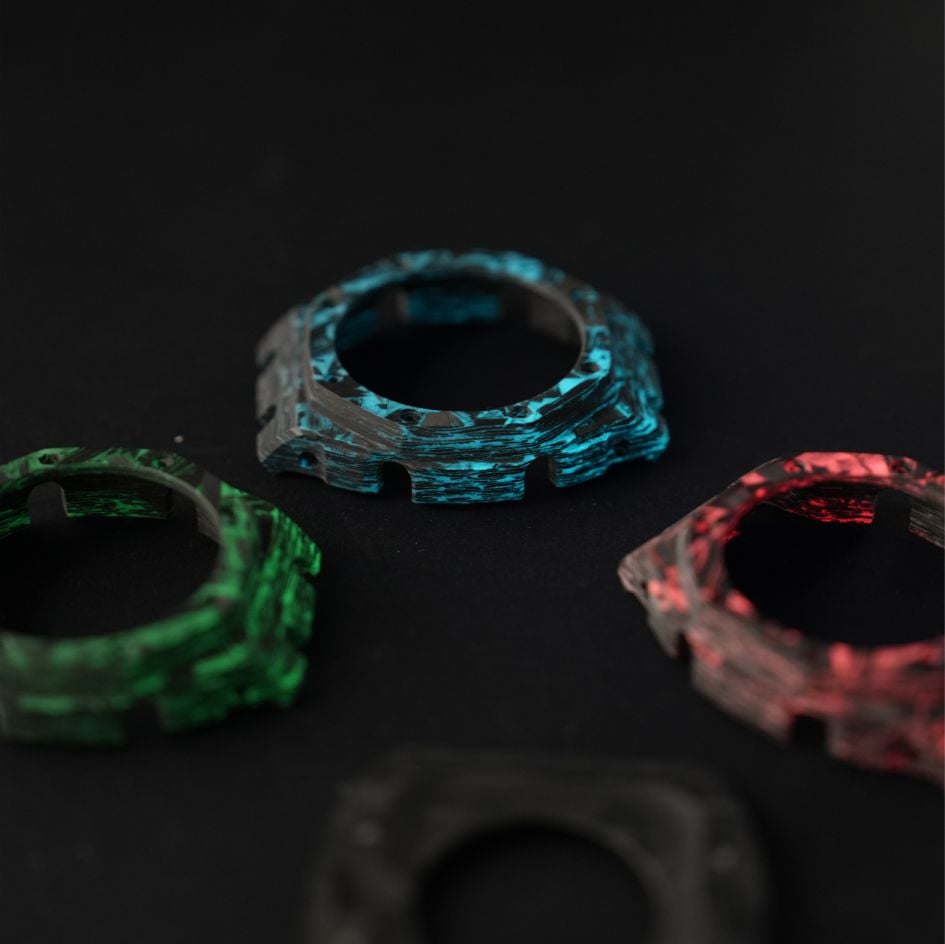
ความท้าทายด้านการตกแต่งผิวสัมผัสยังขยายออกไปไกลกว่าขั้นตอนการกลึง ซึ่งการได้พื้นผิวที่มีลักษณะสม่ำเสมอเป็นเรื่องยากอย่างแท้จริง เนื่องจากการจัดเรียงตัวของเส้นใยทำให้เกิดความแปรผันตามธรรมชาติในการสะท้อนแสงของพื้นผิว บางแบรนด์เลือกใช้ความแปรผันนี้เป็นเอกลักษณ์เชิงภาพ โดยแต่ละชิ้นจะมีลักษณะเฉพาะไม่ซ้ำกัน ในขณะที่แบรนด์อื่นๆ ลงแรงทางวิศวกรรมอย่างมากเพื่อควบคุมปัญหานี้ ผ่านการเคลือบผิวหลังการแข็งตัว (post-cure surface coatings) หรือการขัดเงาแบบเลือกจุด
ผู้ผลิตในเขตสามเหลี่ยมปากแม่น้ำเพิร์ล รับงานผลิตเคสไฟเบอร์คาร์บอนสำหรับแบรนด์ไมโครแบรนด์จากยุโรปในปี 2024 โดยการออกแบบระบุให้เคสมีขนาด 42 มม. รูปทรงแบบบัฟเฟอร์ (cushion-shaped) พร้อมขาต่อแบบบูรณาการ (integrated lugs) และมีค่าความต้านทานน้ำได้ถึง 100 เมตร ในการขึ้นรูปครั้งแรก เคสที่ได้ผ่านการตรวจสอบด้วยตาเปล่า แต่ล้มเหลวในการทดสอบความดันที่ 5 ATM ซึ่งต่ำกว่าเป้าหมายที่กำหนดไว้ที่ 10 ATM อย่างมาก
การวิเคราะห์หาสาเหตุหลักพบว่า ช่องว่างจุลภาคในเรซินแมทริกซ์เป็นกลไกที่ทำให้เกิดความล้มเหลว ช่องอากาศจุลภาคนี้เกิดขึ้นระหว่างกระบวนการวางชั้นวัสดุ (layup) และส่งผลให้ความแข็งแรงเชิงโครงสร้างของเคสลดลงภายใต้แรงดันไฮโดรสแตติก การแก้ไขปัญหานี้จำเป็นต้องดำเนินการทางวิศวกรรมสองประการ ได้แก่ การออกแบบเส้นทางการระบายอากาศในแม่พิมพ์ใหม่ เพื่อให้อากาศที่ถูกกักอยู่สามารถไหลออกได้ระหว่างขั้นตอนการอัดแน่น และการปรับความหนืดของเรซินเพื่อปรับปรุงคุณสมบัติการไหล
การแก้ไขนี้ทำให้ระยะเวลาการพัฒนายืดออกไปสามสัปดาห์ แต่เพิ่มอัตราการผ่านการทดสอบครั้งแรก (first-pass yield) จาก 62% เป็น 94% เคสนี้แสดงให้เห็นถึงระดับของการปรับแต่งกระบวนการที่จำเป็นสำหรับ การผลิตเคสไฟเบอร์คาร์บอน —วัสดุชนิดนี้ตอบแทนการวิศวกรรมอย่างเป็นระบบ แต่ลงโทษการตัดสินใจเร่งด่วนเกี่ยวกับการผลิตแม่พิมพ์
เคสไฟเบอร์คาร์บอนต้องผ่านข้อกำหนดการรับรองเดียวกับเคสโลหะ การทดสอบความต้านทานน้ำเป็นไปตามมาตรฐาน ISO 22810:2010 ส่วนการทดสอบความต้านทานแรงกระแทกนั้นดำเนินการผ่านการทิ้งจากความสูง (drop tests) และการจำลองแรงกระแทก (impact simulations) ตามแนวทางที่ยอมรับในอุตสาหกรรม
ความแตกต่างอยู่ที่วิธีการทดสอบ โดยเส้นใยคาร์บอนมีพฤติกรรมที่ต่างจากโลหะภายใต้แรงกระทำแบบไดนามิก กล่าวคือ เส้นใยคาร์บอนดูดซับพลังงานจากการกระแทกด้วยการเกิดรอยร้าวจุลภาคและการแยกชั้นของวัสดุ แทนที่จะเป็นการเปลี่ยนรูปพลาสติก ซึ่งจำเป็นต้องให้ผู้ผลิตจัดทำขั้นตอนการทดสอบเฉพาะที่สามารถตรวจจับการเสื่อมสภาพของโครงสร้างภายในวัสดุ ไม่ใช่เพียงแค่การเปลี่ยนรูปร่างที่มองเห็นได้เท่านั้น การทดสอบด้วยคลื่นเสียง (Acoustic emission testing) ซึ่งใช้ฟังเสียงเฉพาะที่เกิดขึ้นระหว่างการแตกร้าวจุลภาคขณะที่วัสดุถูกกระทำด้วยแรงดันแบบไซเคิล ได้กลายเป็นเครื่องมือมาตรฐานในโรงงานผลิตฝาครอบจากเส้นใยคาร์บอนที่ผ่านการรับรองแล้ว
ฝาครอบที่ทำจากเส้นใยคาร์บอนเหมาะสำหรับการใช้งานที่ให้ความสำคัญกับการลดน้ำหนักมากกว่าความต้านทานต่อแรงกระแทกแบบจุดเดียวเป็นพิเศษ นาฬิกาสำหรับกีฬา นาฬิกาที่ออกแบบตามธีมการบิน และงานออกแบบที่เน้นความสบายขณะสวมใส่เป็นหลัก ล้วนได้รับประโยชน์โดยตรงจากความหนาแน่นต่ำของวัสดุคาร์บอน
อย่างไรก็ตาม คาร์บอนไฟเบอร์ไม่ใช่ทางออกที่ใช้ได้ทั่วไป กรณีที่ต้องรับแรงกระแทกอย่างรุนแรงซ้ำๆ — เช่น นาฬิกาดำน้ำที่อาจชนกับพื้นผิวหินใต้น้ำระหว่างกิจกรรมใต้น้ำ — จะเหมาะสมกว่ากับไทเทเนียมหรือสแตนเลส คาร์บอนไฟเบอร์อาจแตกร้าวเมื่อถูกแรงกระแทกแบบจุด ซึ่งแตกต่างจากโลหะทั่วไปที่มักไม่เกิดเหตุการณ์เช่นนี้ เนื่องจากความแข็งแกร่งสูงเป็นพิเศษของวัสดุนี้ตามแนวเส้นใยไม่ได้แปลผันมาเป็นความแข็งแกร่งแบบสม่ำเสมอในทุกทิศทาง
แบรนด์ที่พิจารณาใช้คาร์บอนไฟเบอร์ยังต้องคำนึงถึงต้นทุนการผลิตที่สูงขึ้นและระยะเวลาในการพัฒนายาวนานกว่าวัสดุทั่วไป โดยสิ่งที่แลกมาก็คือเคสที่มีความโดดเด่นจริงๆ ทั้งในแง่สัมผัสและการทำงานเชิงกล — ไม่ใช่เพียงแค่รูปลักษณ์ภายนอกเท่านั้น
คำถาม: ตัวชี้วัดคุณภาพที่สำคัญที่สุดสำหรับผู้ผลิตเคสคาร์บอนไฟเบอร์คืออะไร
ก: อัตราผลผลิตครั้งแรกในการทดสอบความดันไฮโดรสแตติก อุปกรณ์ที่สามารถรักษาอัตราผลผลิตครั้งแรกได้สูงกว่า 90% อย่างสม่ำเสมอที่ความดัน 10 ATM แสดงให้เห็นถึงการควบคุมการจัดเรียงเส้นใยคาร์บอน การกระจายเรซิน และพารามิเตอร์การบ่มได้อย่างมีประสิทธิภาพ ในทางกลับกัน หากอัตราผลผลิตครั้งแรกต่ำอย่างต่อเนื่อง อาจบ่งชี้ถึงปัญหาไมโครเว้าหรือแรงดันไม่เพียงพอในระหว่างกระบวนการขึ้นรูป
ข: กรณีทำจากไฟเบอร์คาร์บอนสามารถซ่อมแซมได้หรือไม่หากเกิดรอยแตก
ก: ต่างจากกรณีโลหะ กรณีไฟเบอร์คาร์บอนไม่สามารถเชื่อมหรืออุดรอยแตกได้ รอยแตกที่ส่งผลต่อโครงสร้างจำเป็นต้องเปลี่ยนกรณีทั้งชิ้นใหม่ ส่วนรอยขีดข่วนบนผิวหน้าอาจขัดเงาได้บางครั้ง แต่หากเกิดความเสียหายต่อโครงสร้าง เช่น การลอกของชั้นวัสดุ (delamination) ที่มองเห็นได้ หรือรอยแตกที่ลึกถึงชั้นในสุด จะไม่สามารถซ่อมแซมได้ นี่คือประเด็นสำคัญที่แบรนด์ต่างๆ ควรพิจารณาอย่างรอบคอบเมื่อมีบริการหลังการขาย
ข: ต้นทุนของกรณีไฟเบอร์คาร์บอนเปรียบเทียบกับไทเทเนียมเป็นอย่างไร
ก: กล่องที่ทำจากไฟเบอร์คาร์บอนมักมีราคาสูงกว่ากล่องที่ทำจากไทเทเนียมที่มีรูปทรงและขนาดใกล้เคียงกัน 30–60% โดยส่วนใหญ่เกิดจากความซับซ้อนของแม่พิมพ์ที่สูงขึ้น เวลาในการผลิตแต่ละรอบที่ยาวนานขึ้น และการเขียนโปรแกรมเครื่อง CNC รวมถึงการจัดเตรียมอุปกรณ์พิเศษสำหรับขั้นตอนการตกแต่งผิว ความแตกต่างด้านต้นทุนจะลดลงเมื่อผลิตในปริมาณมาก แต่โดยทั่วไปแล้วมักไม่หายไปอย่างสมบูรณ์
บริษัท เบาหรุ่ยฮัว (ตงกวน) เพรสชัน เทคโนโลยี จำกัด เป็นผู้ผลิตนาฬิกาความแม่นยำสูง ซึ่งเชี่ยวชาญด้านการผลิตส่วนประกอบนาฬิกาแบบ OEM และ ODM รวมถึงเคส หน้าปัด สาย และเข็มขัดนาฬิกา เราให้บริการการผลิตที่มีเสถียรภาพ การควบคุมคุณภาพอย่างเข้มงวด และการจัดส่งที่เชื่อถือได้สำหรับแบรนด์นาฬิกาทั่วโลก ติดต่อเราเพื่อหารือเกี่ยวกับโครงการของคุณ
อาคาร5 เลขที่459 ถนนเสี่ยเฉา ตำบลเสี่ยกัง เมืองตงกวน มณฑลกว่างตง
สงวนลิขสิทธิ์ © 2025 โดยบริษัท Baoruihua (ตงกวน) เทคโนโลยีความแม่นยำ จำกัด นโยบายความเป็นส่วนตัว




 ข่าวเด่น
ข่าวเด่น
