
Početna Strana > Новине > Блог
Угледна влакна ушла су у производњу сатова због стварног инжењерског захтева, а не због маркетиншке кампање. Увек трајни изазов изградње кутије која је истовремено јака и мала тежина налази своје решење у композитним материјалима од угљенских влакана. Мерења густине директно говоре о томе: композитни материјали од угљеничних влакана се крећу од 1,7 до 1,9 г/см3, у поређењу са титаном са око 5 г/см3, челиком са 8 г/см3 и златом са 19 г/см3.
Коасион од угљенског влакана тежи мање од половине еквивалентног титанијумског коасиона, док пружа чврстоћу на истезање која може да пређе 5.000 МПа у оптимизованим слојевима. За референцу, висококвалитетне титанијумске легуре обично достижу врху око 900 МПа. Ова перформансна дельта-поредок чврстоће према тежини, око пет пута већи од титана, је оно што покреће прихватање материјала у спортивним и ваздухопловним дизајнима са часовницима.
Кутије за часовнике од угљенског влакана нису обрађене од чврстих блокова. Они се конструишу слој по слој унутар прецизних алата, процес који захтева прецизну контролу оријентације влакана, дистрибуције смоле и параметара затврђивање.
Процес почиње са листовима угљенских влаканаили једносмерном траком или тканиномпрепроперираном епоксидном смолом. Ови препрег листи се сечу и стављају у шупљину калупа са одређеним оријентацијама влакана. Направљење влакана је критична променљива: случај који захтева отпорност на натезања на лагмама захтева влакана израмљена да носе те специфичне векторе натезања.
Када се сложење заврши, калампир се затвара и преноси на хидрауличну пресу. Стандардни епоксидни системи се зачепљују на температурама између 80 °C и 140 °C. Примена притиска је тамо где процеси значајно дивергирају. Уобичајено лијечење обично примењује око 2 тоне притиска. Произвођачи високог класе примењују знатно више.
Након зачепљења, груба празна боја се извлачи и наставља са завршном обрадом. Овде се множе инжењерске потешкоће.
Угледно влакно представља парадокс у обрађивању. Исти особине које га чине жељним - екстремна тврдоћа, висок однос чврстоће према тежини, хемијска инертност - такође га чине изузетно тешким за сечење, бушење и завршну употребу конвенционалних ЦНЦ алата.
ЦНЦ фрезирање угљенских влакана захтева спорије брзине хране и веће брзине вртача оптимизоване за абразивне материјале. Убрзано се носи алат: карбидски завршни фрејдер који траје 200 сати у 316Л челику може захтевати замену након 40 сати фрејдера угљенских влакана. Параметри сечења морају бити прецизно калибриранипревише брзине за додавање узрокују деламинирање на улазним и излазним тачкама сечења; недовољно хлађење омогућава омекшавање смоле и извлачење влакана.
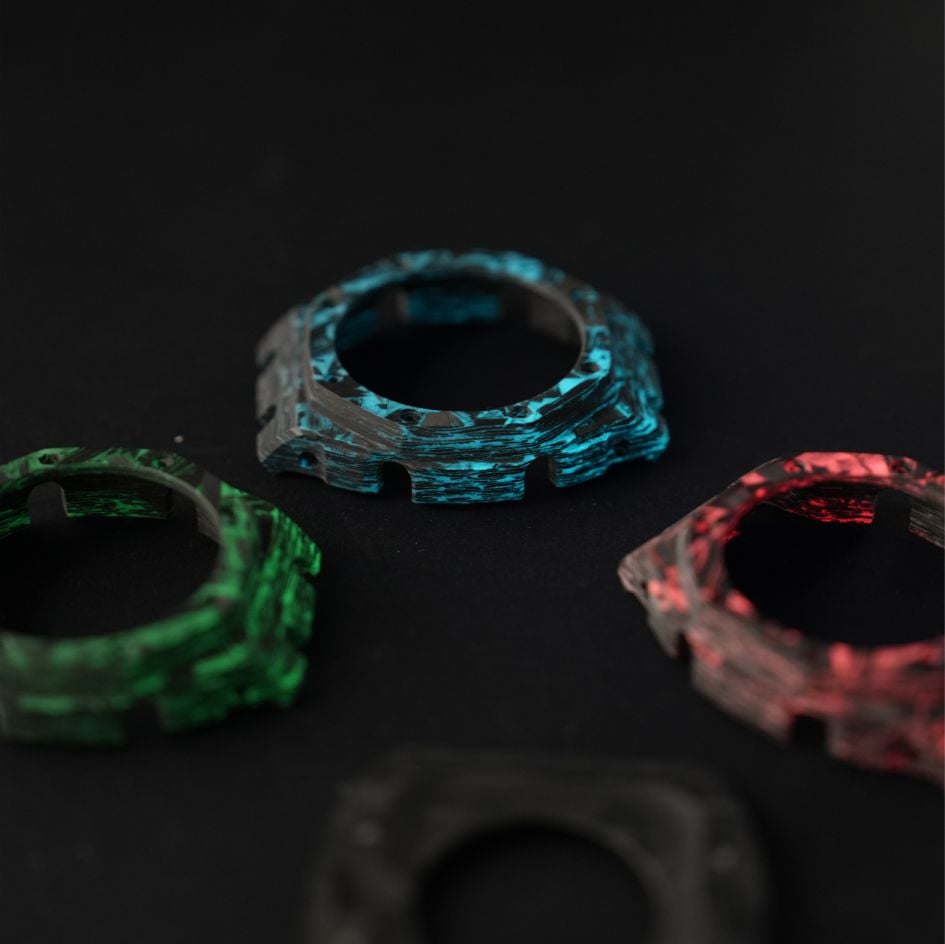
На крају, изазови са завршном обрадом се простирају и изван обраде. Достизање конзистентне текстуре површине је заиста тешко јер оријентација влакана ствара природне варијације у томе како површина одражава светлост. Неки брендови прихватају ову случајност као визуелни потпис - сваки случај је визуелно јединствен. Други троше значајне инжењерске напоре да би га контролисали путем налепшавања површине након зачињивања или селективног полирања.
Произвођач Делте Река Перл је прихватио пројекат косије од угљенских влакана за европски микро-бренд 2024. године. Дизајн је прецизирао 42 мм кушен-облик кућишта са интегрисаним лугс и 100 метара отпорности воде рејтинга. Први обради су произвели случајеве који су прошли визуелну инспекцију, али нису прошли тест притиска на 5 АТМдолично испод циља од 10 АТМ.
Анализа коренских узрока идентификовала је микро-празноће у матрици смоле као механизам неуспеха. Ови микроскопски ваздушни џепови, формирани током процеса постављања, угрожавали су структурни интегритет кошака под хидростатичким притиском. Да би се решио проблем, потребно је две инжењерске интервенције: редизајнирање проналаза у калупу како би се ухватио ваздух који би могао да изађе током компресије и прилагођавање вискозности смоле како би се побољшале карактеристике протока.
Поправка је додала три недеље временском плану развоја, али је повећала принос првог пролаза са 62% на 94%. Овај случај илуструје ниво рафинисања процеса који је потребан за производња кошака од угљенских влакана материјал награђује систематско инжењерство и кажњава брзе одлуке о алатима.
Комори од угљенских влакана подлежу истим захтевима сертификације као и комори од метала. Испитивање отпорности на воду следи стандарде ИСО 22810:2010. Отпорност на ударе валидирана је кроз тестове пада и симулације удара према протоколима који су прихваћени у индустрији.
Разлика лежи у методологији тестирања. Угледно влакно се понаша другачије од метала под динамичким оптерећењемпоглине енергију удара кроз микро-кркинг и деламинацију, а не пластичну деформацију. Ово захтева од произвођача да имплементирају прилагођене протоколе за тестирање који прате унутрашњу структурну деградацију, а не само видљиву деформацију. Акустичко тестирање емисије, које слуша карактеристичне звуке микрофрактуре током цикла притиска, постало је стандардни алат у квалификованим објектима за кожу из угљенског влакана.
Коси од угљенског влакана оптимално се користе у апликацијама у којима је смањење тежине приоритетнији од апсолутне отпорности на удар. Спортивни сатови, делови на тему авијације и дизајне у којима је удобност ношења примарна вредност имају директну корист од ниске густине угљеника.
Међутим, угљенско влакно није универзално решење. Случаји подложени поновљеним оштрим удариматапачки сатови који могу да уђу у контакт са каменим површинама током подводних активностибоље се користе титанијем или челиком. Угледно влакно може се пукати под ударним ударима на начин на који метали обично не могу, јер изузетна чврстоћа материјала дуж оси влакана не претвара у изотропну чврстоћу.
Брендови који разматрају угљенско влакно морају такође узети у обзир више трошкове производње и дуже временске распореде развоја у односу на конвенционалне материјале. Трговац је случај који се заиста разликује у осећању и механичким перформансима, а не само у изгледу.
П: Који је најкритичнији индикатор квалитета за произвођача кутије од угљенског влакана?
О: Стопа приноса првог пролаза на хидростатичком испитивању притиска. Постројење које доноси до 90% + приноса првог пролаза на 10 АТМ-а показује контролу над оријентацијом влакана, дистрибуцијом смоле и параметрима затврђивања. Постојан низак принос указује на проблеме са микро-празношћу или недостатак притиска током лијечења.
П: Да ли се комоди од угљенских влакана могу поправити ако се појаве пукотине?
О: За разлику од металних кутија, кутии од угљенских влакана не могу бити заваривани или напуњени. Структурне пукотине захтевају потпуну замену кобуса. Површина иногда може бити полирана, али сваки структурни компромис - видљива деламинација или пукотина - није поправљив. Ово је основна разматрања за брендове који нуде постпродајну услугу.
П: Како се цена кутије од угљеника упоређује са титанијем?
О: Кошари од угљенских влакана обично коштају 3060% више од титаних кошара сличне геометрије, првенствено због веће сложености алата, дужих времена циклуса и специјализованог ЦНЦ програмирања и алата потребних за завршне операције. Разлика у трошковима се сужава на већим запреминама, али ретко потпуно нестаје.
Baoruihua (Dongguan) Precision Technology Co., Ltd. је произвођач прецизних сатова специјализована за OEM и ODM сатова компоненте, укључујући случајеве, циферблата, наручнице и браве. Обезбеђујемо стабилну производњу, строгу контролу квалитета и поуздану снабдевање за глобалне брендове часописа. Контактирајте нас да бисте разговарали о вашем пројекту.
Зграда 5, број 459 Сјекао Роад, град Сјеганг, Донггуан, Гуангдонг
Copyright © 2025 од стране Баоруихуа (Донггуан) Прецизн Технологи Цо., Лтд. Политике приватности



 Топла вест
Топла вест
